
At the end of the last article, the largest parts of the mold had been completed, and now it was time to start building the structure. Even though it would have been best to start building after the detail design had been completely finished, the tight schedule did not allow it. The wing skins in particular offer hardly any wiggle room anyway, so the design team had to use the results of the structural calculations.
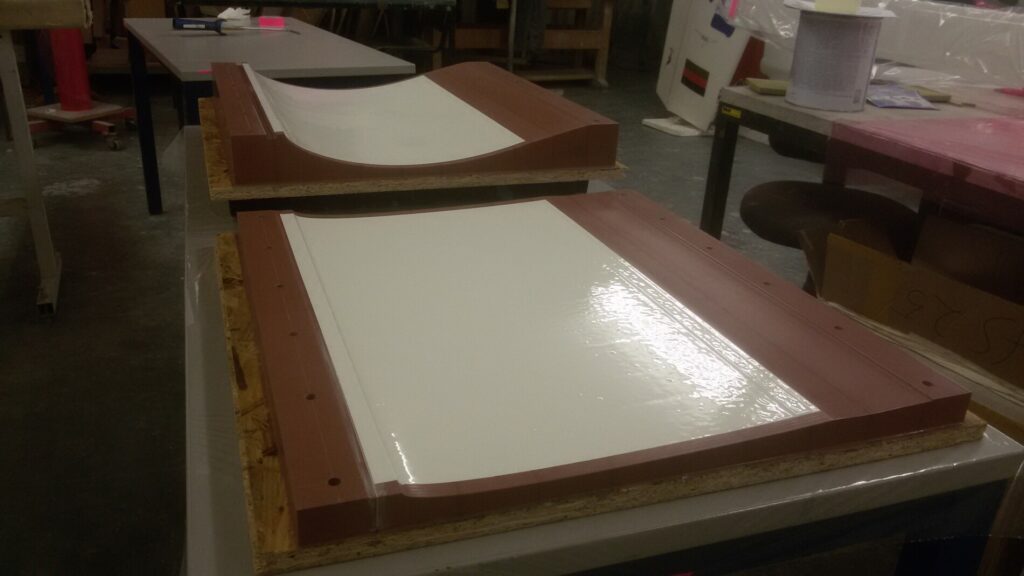
Thus, the first step could be tackled in good conscience, which consisted of painting the fin form surfaces with conventional “gel coat”, since a wing develops in shape from the outside to the inside. The paint was followed by the outer layers of the shell laminate, which were impregnated with an epoxy resin/hardener mixture using the classic hand lamination process. Foam pieces of just 2mm thickness were then applied and the whole thing was vacuum-pressed to minimise air pockets and slightly increase the fiber volume content.
Up to this point, it was possible to build without regard to the ongoing detail design, but for the next steps the positions of the spar, flaperon actuator, and end bar had to be determined. It is important to know that the position of the spar in profile depth direction so far outside the wing (Y=7000mm) is quite variable. As with current serial aircraft construction, we optimize for the largest possible water tank volume in front of the spar, while providing for enough space behind the spar for the kinematics of the wing flap.
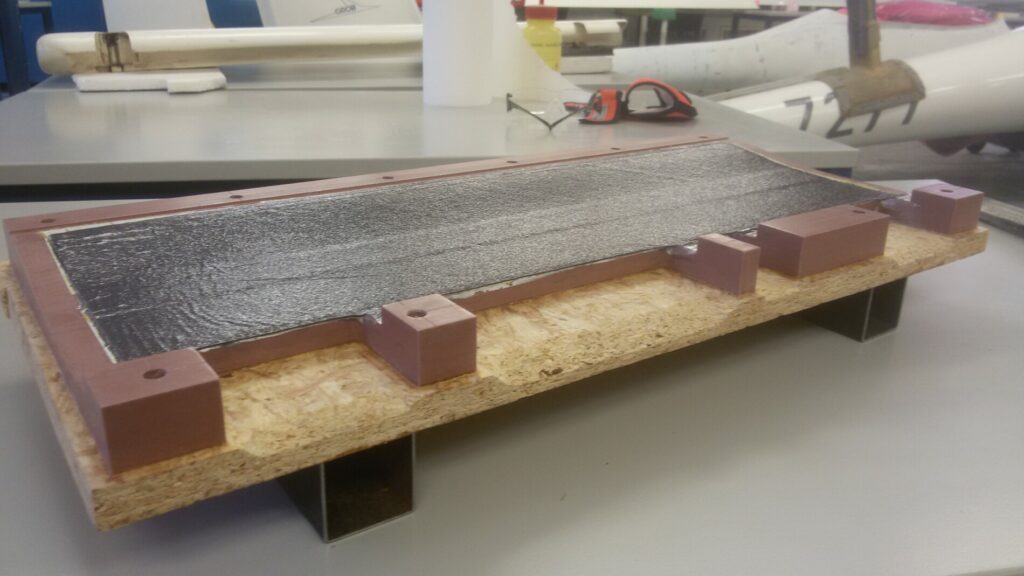
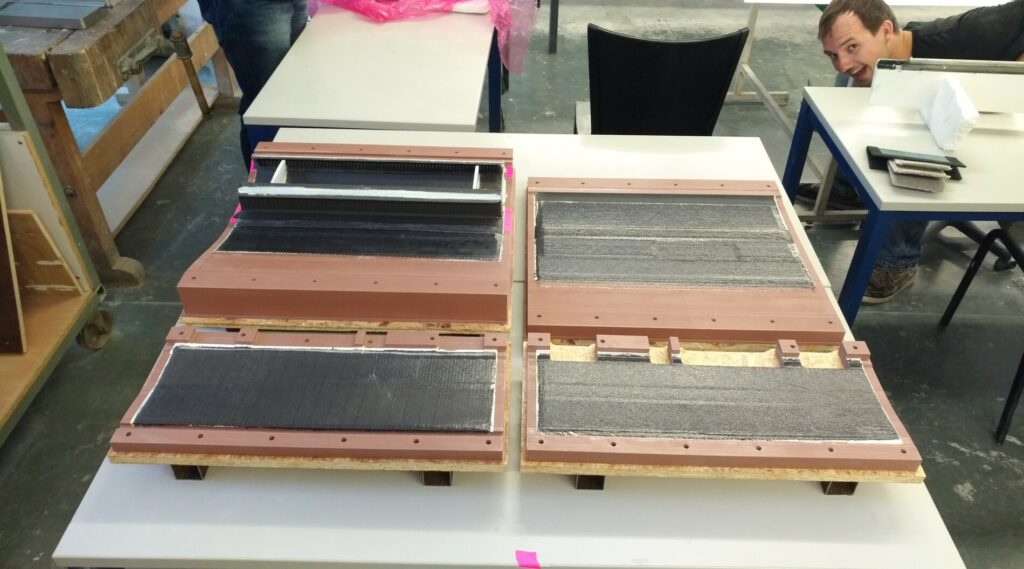
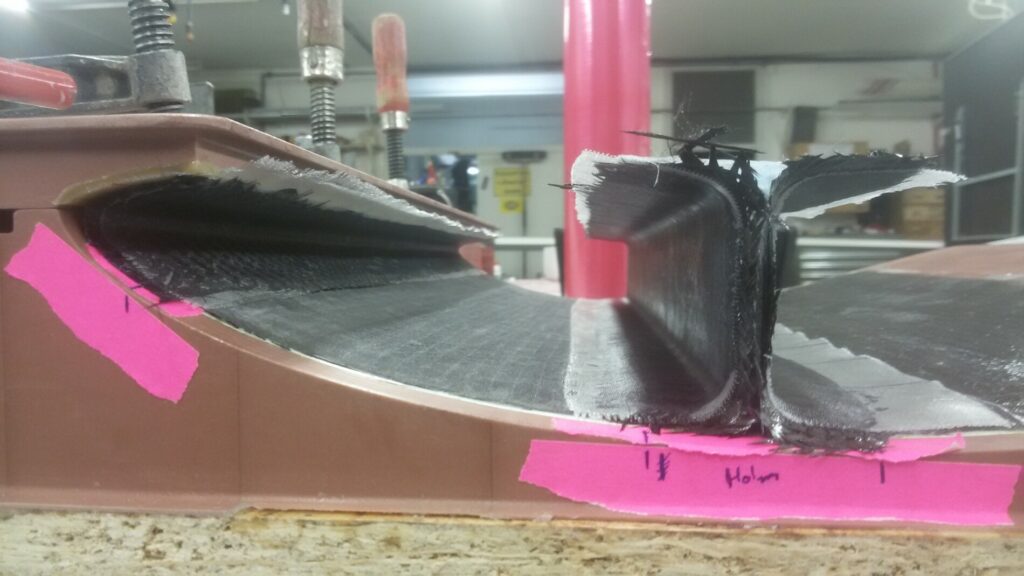
When a good compromise was found we could continue with the inner layers of the shell laminate. To simplify matters, the spar straps were laminated in the same step and pressed together with the inner laminate under vacuum. It was already possible to picture what the little wing was going to look like, and we continued with the construction of the wing spar and the leading edge overlap. The shells of flaperon and wing flap, which were built in a common mold to save mold making effort, followed a similar pattern.
The initially rapid inward growth of the wing specimen was now followed by a forced break because the detailed design had not quite kept up with the construction. In addition, it was time to focus on the production of the many small parts, which would take some time.
We would like to thank the companies that support us with material, which makes the above mentioned construction possible. In particular we would like to thank Hexion for epoxy resin and curing agent, Teijin and ECC for the carbon fiber semi-finished products, Jost Chemicals for the release wax, Festool and Klingspor for sandpaper and allbuyone for adhesive tapes!
Author: Tim Podufal

Funded by the Federal Ministry for Economic Affairs and Climate Action