
As hinted in the last article, the time consuming construction of small parts was just around the corner. From a production standpoint, the flap had to be completely built along with its bearing before we could continue with the test piece. The reason for this was the placing of the flap guide rails in the test piece, which had to be set along with the flap.
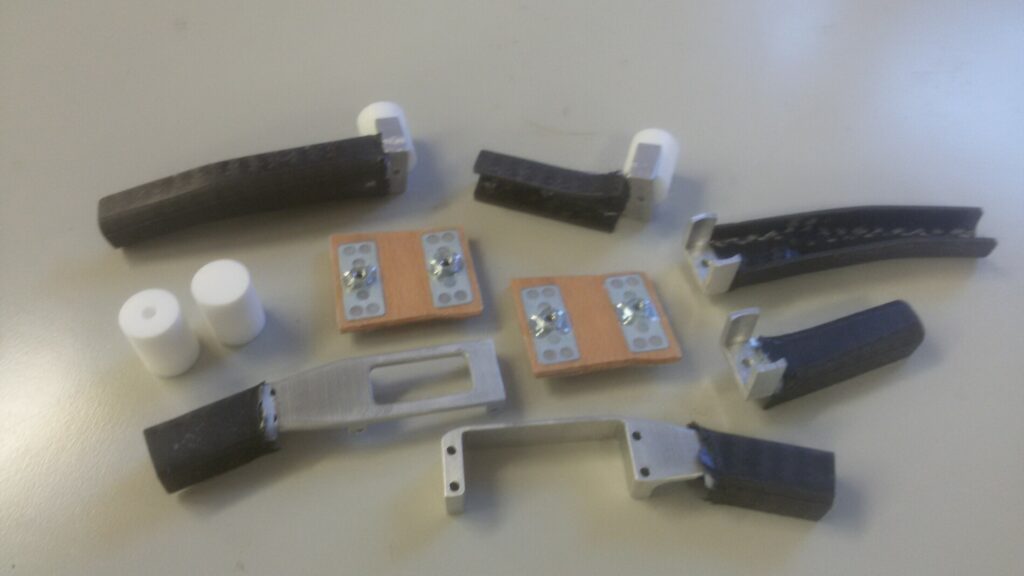
First, we started with producing the metal parts. For these, we decided to use a CNC milling machine. Due to the fact that the milling machine that we had wasn’t suited to working on metal, we had to limit ourselves to the use of easily machined aluminium alloys. Even then, the milling process was very time consuming and due to vibrations in the milling tool, the surface quality of the milled parts weren’t too thrilling.
The more attentive readers among you are certainly asking: “Why did they torment themselves with the milling process?”. The answer is that even with all the difficulties, it was still faster to produce the parts with our existing tools than to attempt to get it produced externally free of charge. Furthermore, we learnt a lot during the process.
-It is at this point that I would to say, get ready for an upcoming article on our new CNC milling machine, which would make milling in the future a funner experience!-
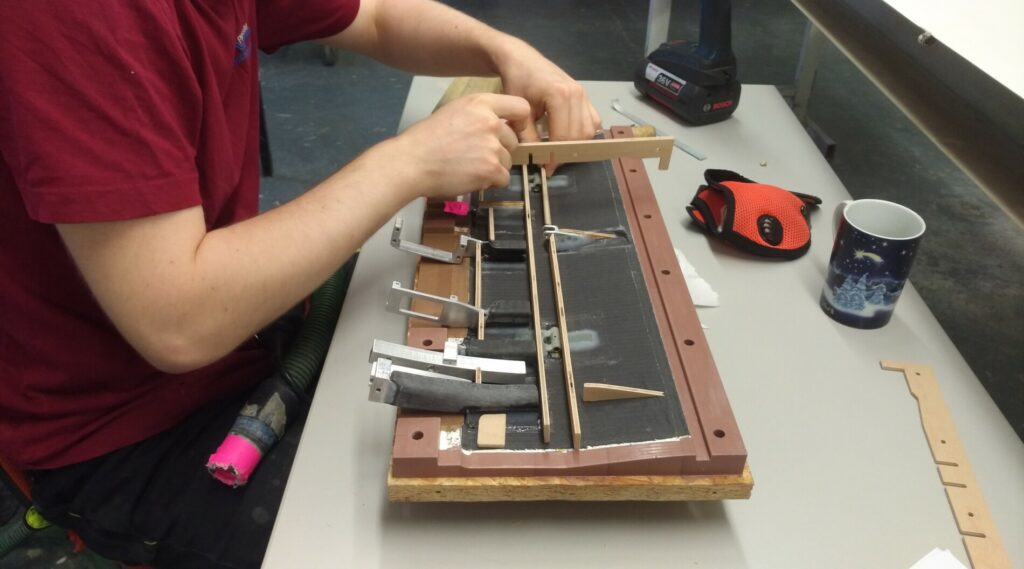
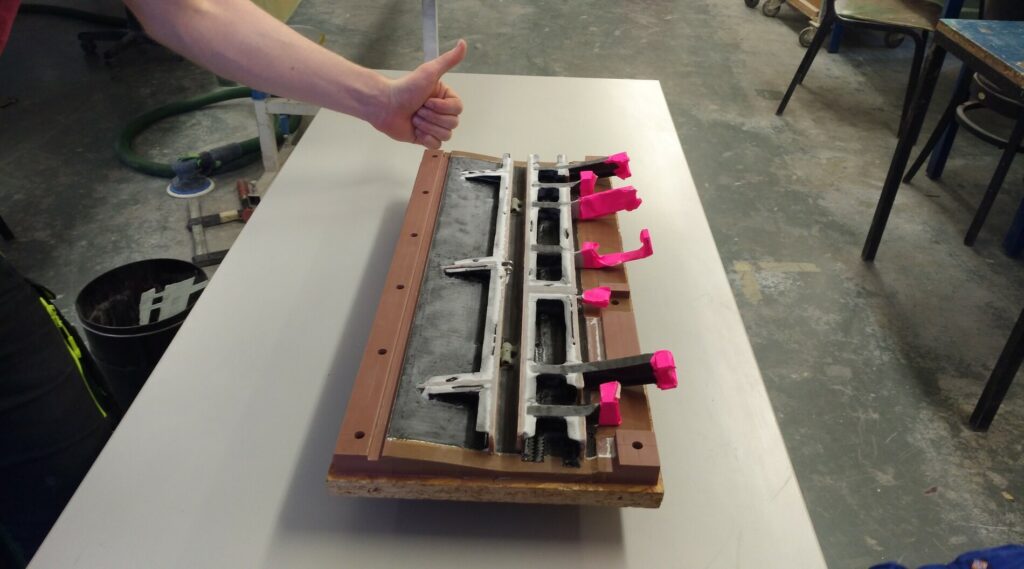
After we’ve milled the actuator holder and the flap bearings, we combined them with ribs made in molds milled from polyurethane blocks. Step by step we glued the small parts into the test piece. Starting with the flaperon hinges, it continued with the flap guide rails and control system before plywood bars and ribs found their places. As a final step, the plywood parts were reinforced with carbon fiber. The gluing areas are then sanded down before thickened epoxy resin is spread. The mold is then closed and tightened with screw clamps.
We excitedly started demolding the flap, which was difficult due to insufficient release agent. Due to the amount of effort needed, we were all the happier with the results since both the flap and the flaperon survived the demolding process with only very little paint damages. Up next is the completion of the test piece’s building phase.
The video depicts a time-lapse of the CNC milling machine producing the flap guide rails.
Author: Tim Podufal


Funded by the Federal Ministry for Economic Affairs and Climate Action